MIG溶接はシンプルで一般的な溶接であり、初心者でも簡単に操作し、技術を習得することができる。
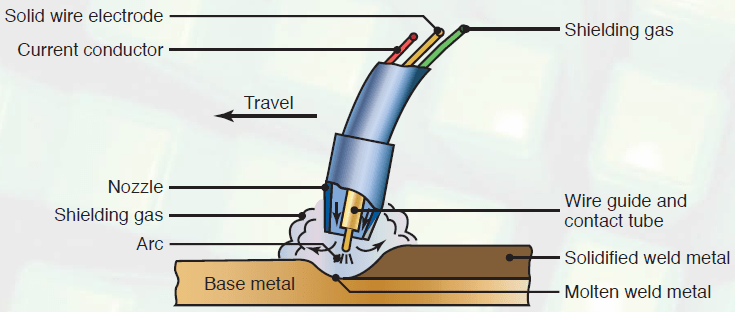
MIGは金属不活性ガスの略で、ガス・メタル・アーク溶接(GMAW)と呼ばれることもある。フィラー・ワイヤーをガンに通して供給し、環境不純物から保護するためにシールド・ガスを周囲に排出する、半自動で迅速なプロセスである。フィラー・ワイヤーは、電極としても機能するようにスプール上に供給される。
ワイヤの先端が電極として機能し、母材とアークを発生させ、溶加材として溶融して溶接部を形成する。このプロセスは連続的で、溶接の必要性に応じてパラメーターの事前設定が必要である。広範な金属を溶接する汎用性の高いプロセスで、きれいで滑らかな、見た目にも美しい溶接ビードが得られる。
これらの溶接タイプは、雨、風、ほこりなどの外的要因に敏感で、屋外での使用には適していない。MIG溶接の品質問題には、ドロスや気孔が含まれ、構造が弱くなる。
MIG溶接プロセスの最も一般的な用途は、自動車修理、建設、配管、ロボット工学、海事産業である。提供される溶接は頑丈で強く、大きな力に耐えることができる。